UNDERSTANDING QUALITY PERFORMANCE INDICATORS
Written by: Randy P. Jones, Senior Engineering Technical Manager, CAB Worldwide
Quality & Performance Indicators
RTY(%), DPMO, DPPM, Cpk, SIGMA(σ), etc..
What’s the Difference?
The Definitions:
RTY = Rolled throughput yield (RTY) is the probability that a process will produce a defect free unit. RTY is calculated by multiplying the yields of each process step. The yield of a process step can be estimated by dividing units accepted by the number of units produced. Suppose a process step produced 10 units and only 8 units were good. The yield of that step would be 8/10 or 0.80. RTY example:
RTY = yield of process step 1 * yield of process step 2 * … * yield of process N
Suppose a process had 3 steps. Step 1 produced 10 units and 2 were defective, the yield of step 1 would be 8/10 or 0.80, Step 2 had a yield of 0.9 and step 3 had yield of 100%. The rolled throughput yield for this entire process would be: RTY = 0.80 * 0.90 * 1.0 = 0.72
The probability of this 3 step process producing a defect free product is 72%
DPMO = Defects per Million Opportunities; A measure of quality performance calculated as: DPMO= 1,000,000 x number of defects/number of units x number of opportunities per unit
DPPM = Defective Parts per Million; A measure of quality performance. One DPPM means one (defect or event) in a million or 1/1,000,000. To calculate, for example, let’s say you had 25 pieces defective in a shipment of 1,000 pieces. 25/1000= .025 or 2.5% defective. 0.025 X 1,000,000 = 25,000 PPM.
Cpk = The process capability index or process capability ratio is a statistical measure of process capability: the ability of a process to produce output within specification limits. Cpk measures how centered the data is between the spec limits. Calculated as: Cpk= min(USL-µ/3xσ , µ-LSL/3xσ); where USL=Upper Spec. Limit, LSL=Lower Spec. Limit, µ=mean, σ=standard deviation
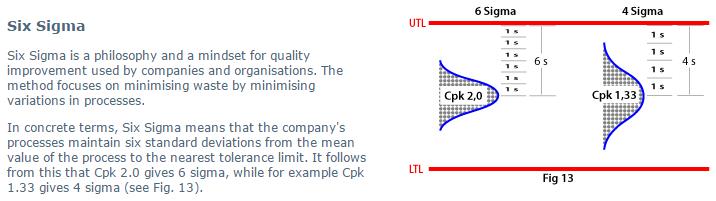
Sigma(σ) Level = A statistical term used to measure how much a process varies from perfection and the symbol for Standard Deviation, calculated from the squares of the deviations of measured samples from the mean value. In other terms, Six Sigma would mean the process maintains six standard deviations from the mean value of the process to the nearest tolerance limit.
The Discussion:
It is important to remember that DPMO and DPPM may or may not represent the same thing. A defective part can have one or more defects, and a part can have one or more opportunities. If ONE part has 1,000,000 opportunities for a defect, and one defect is found making the entire PART defective, it is possible to have a 1 DPPM with a DPMO of 0.000001. Typically, most products (and services) have more than one opportunity of going wrong which leads to the following example:
If I manufactured two items (wrist watches and pencils), it is obvious the watches have more opportunities for defects. Therefore, if DPPM was lower on my watches it would be grossly unfair to say it was worse than my pencils. To gain an apples-to-apples comparison, I would then use DPMO to take into account the complexity of the watches and to evenly balance it on scale with the pencils allowing for better assessment.
Cpk measures how close you are to your target and how consistent you are to your average performance. A process may be performing with minimum variation, but can be away from the target towards one of the specification limits. This would indicate a lower Cpk. On the other hand, a process may be exactly at the target, on average, but the variation in performance is high. In such case, Cpk would also be lower. Cpk would be higher only when meeting the target consistently with minimum variation. A process Cpk > 1.33 would likely be considered stable and “in-control” by most industries today.
The indicators stated above are only a fraction of the many indicators available for gauging the performance of products and processes and it is important to understand which indicator(s) may be best to use for specific situations.